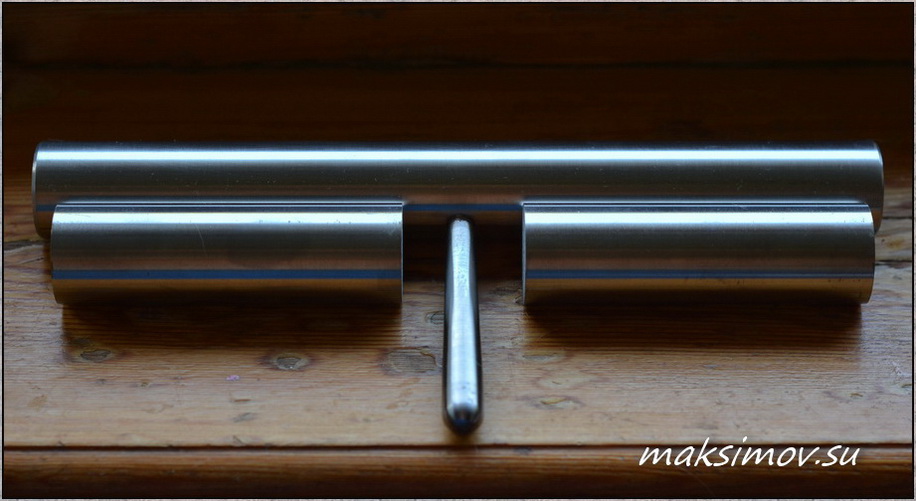
Притир и поверочные цилиндры
перед началом работы

Тема Дмитрия Родзиевского (ник - diman69)
по продаже притиров
на Guns.ru
Многие стрелки совершенно не заморачиваются вопросом правильной установки оптического прицела. По большому счёту многим это действительно не нужно – если речь идёт о недорогой оптике и непритязательных охотничьих винтовках.
Но если речь заходит о хоть каком-то подобии «высокоточки», то при игнорировании базовых рекомендаций можно просто не получить желаемый результат.
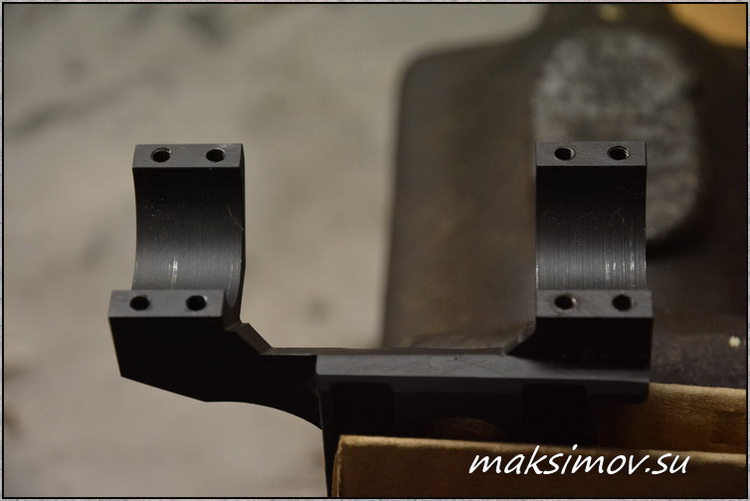
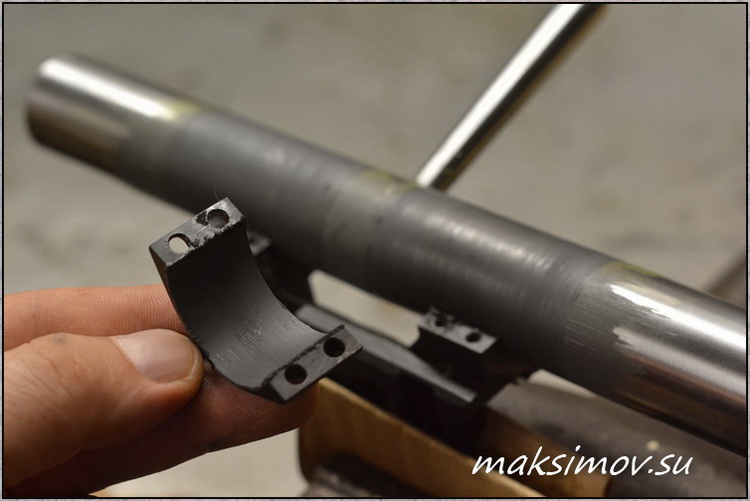
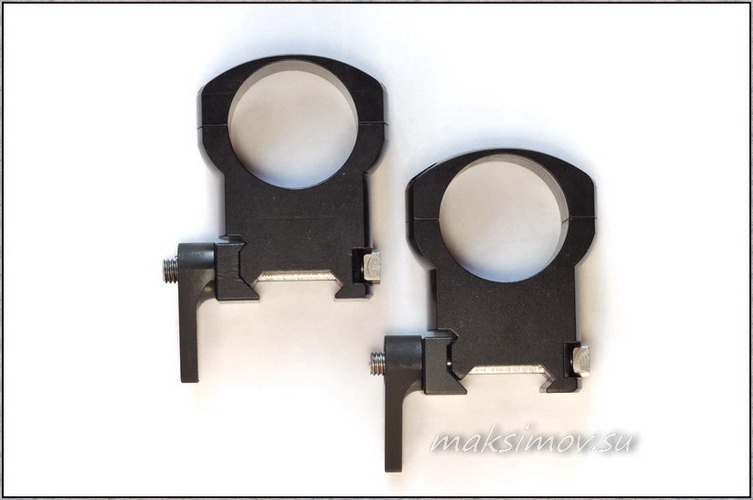
Примерка притира
к моноблоку

Если на ствольной коробке винтовки имеется планка «вивера/пикатинни», то технически установка оптики не представляет собой особых сложностей – установил нижние полукольца, вложил в них прицел, выставил его по горизонту и по выносу выходного зрачка, надел верхние полукольца и затянул винты. Всё.
Подводные камни здесь кроются в том, что и в самой планке и в кольцах возможны деформации, несоосности и прочие неприятности, непосредственно влияющие на надёжность установки прицела и корректность его последующей работы.
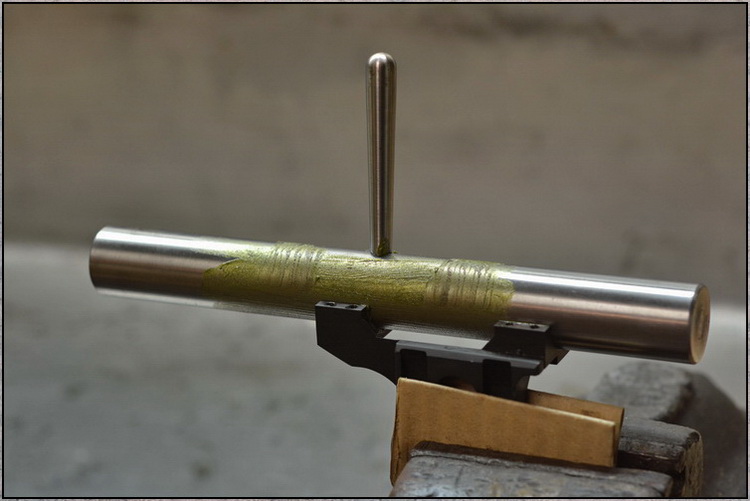
Нанесение на притир алмазной пасты
для притирки клапанов


Правильная затяжка винтов верхних полуколец также имеет значение, поэтому в данном случае оптимальным вариантом будет применение динамометрического ключа.
Известно много случаев перетяжки трубы прицела. Вызванная этим деформация закономерно приводит к сбою в работе механизмов поправок и отстройки от параллакса. Иногда это приводит к неисправимым последствиям.
Начало работы

Оптический прицел – это точный и довольно хрупкий прибор. Поэтому в кольца его нужно уложить без каких-либо осевых перекосов, при этом желательно без повреждений покрытия корпуса.
Существует три условных способа укладки прицела в кольца: вклеивание на эпоксидную смолу, беддинг внутренней части колец (прилегающих к трубе прицела) и укладка прицела в притёртые кольца.
Поначалу нужно работать аккуратно,
чтобы почувствовать работу инструмента


Первый способ активно применяется немцами (вклеенные прицелы на «Блазерах» и «Маузерах» можно увидеть на иллюстрациях к редакционным статьям в журнале Deutsches Waffen-Journal) и российской компанией «Дедал-НВ».
Беддинг колец часто рекомендуют американские стрелки, этот способ, помимо возможности точного выставления прицела по оси ствола и придания нужного наклона, позволяет избежать вклеивания и возни с притиранием.
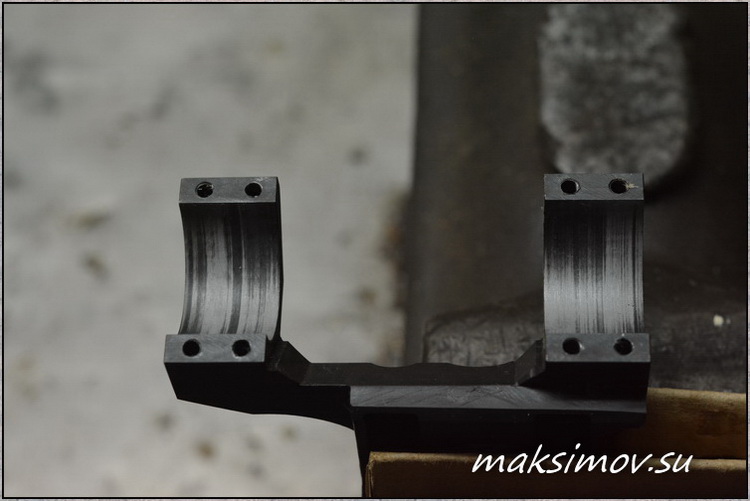
Первая проверка
результата

Третий способ, притирание внутренней поверхности колец – это предмет нашего разговора. Суть его заключается в устранении всех факторов, которые могут вызвать излишние напряжения и деформации комплекса прицел-крепления, а также в достижении максимальной степени прилегания колец к трубе прицела.
Все эти действия, в совокупности с правильной затяжкой винтов колец, также позволят исключить вероятность осевого смещения прицела при стрельбе.
Второй заход
и вторая проверка

Перед началом работы нужно установить винтовку (или снятое с ложи «железо») в настольном устройстве вроде станка для чистки. Устанавливаем кольца (или моноблок) на планку «вивер» (или в специальные пазы, не суть важно).
Кольца нужно ставить так, как они будут стоять в последующем. Длинный притир способствует и правильной настройке положения колец, используйте его для первичного контроля.
Третий заход.
же заметен неплохой результат,
пора переходить к притирке
верхних полуколец

Если ставите вы ставите кольца на «вивер», то не забудьте сместить их нижнюю часть вперёд, до контакта упора колец с поперечной «рельсой» в «вивере» - именно в этом направлении будет двигаться прицел с кольцами при выстреле.
Не забудьте промаркировать кольца (переднее, заднее, а также их позиционирование – это проще сделать по расположению головок нижних фиксирующих винтов или рычага быстросъёмного крепления), обязательно нужно отметить позиционирование верхних полуколец.
Фиксируем верхние полукольца
и начинаем аккуратно выполнять вращение притира
вокруг его оси

Проверяем результат.
Нет, нужен ещё один заход

После затяжки крепления колец на «вивере» приступаем к шлифовке. Закрываем затворную группу защитной тканью (бинты, малярный скотч и т.д.).
Наносим на притир абразивную пасту (можно использовать отечественную алмазную пасту для притирки клапанов, как вариант - абразивную пасту для шлифования металлов Done Deal и т.д.).
Укладываем притир в нижние полукольца и выполняем движения вперёд-назад, удерживая притир за рукоять.
Ещё один цикл притирания
верхних и нижних полуколец


Много мнений существует насчёт одновременного притирания нижних и верхних полуколец. Ряд стрелков склоняется к тому, что верхние полукольца в притирании не нуждаются – достаточно выведения оснований.
Можно сделать именно так. Можно притереть и верхние полукольца, для чего нужно установить их поверх притира и затянуть винты. Притирание выполняется с периодической подтяжкой винтов и добавлением пасты.
Теперь всё хорошо - общая площадь
притёртой поверхности колец
не менее 80%
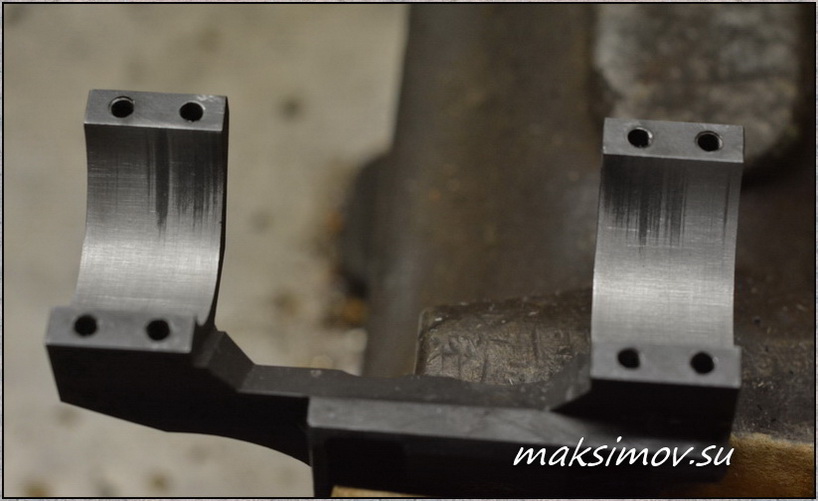

В идеале поверхность нижних полуколец должна быть притёрта минимум на 80%. Если пришлифуете и верхние полукольца – хуже не будет, но притереть их с одинаковой результативностью с нижними полукольцами обычно не получается – причина в люфте «крышек» на стяжных винтах.
Во время работы нужно периодически контролировать результат, для чего нужно удалять пасту с обрабатываемых поверхностей.
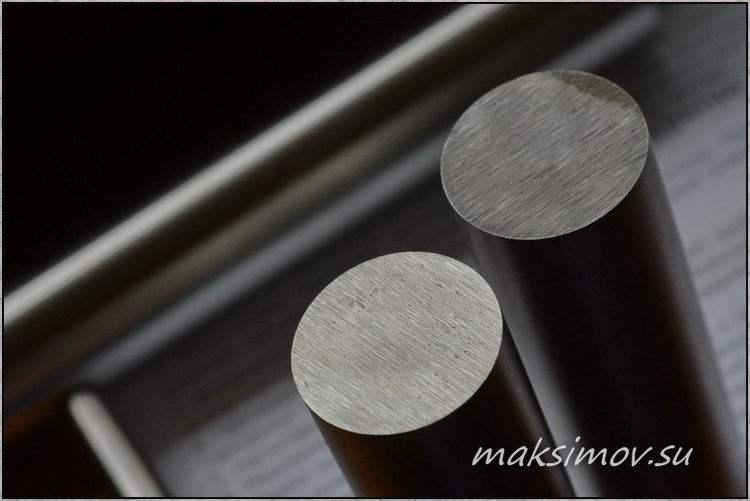
Поверочные цилиндры

Времени на качественную притирку обычно уходит от 30 минут до 1,5 часов, в зависимости от качества и материала колец, применяемой пасты, опыта и интенсивности работы. Лучше не торопиться, иначе можно «просадить» размеры.
Оголённый металл можно оксидировать средством для холодного воронения. Если вы правильно выполнили доводку колец, то это будет заметно при укладке прицела и, конечно, при последующей стрельбе.
Поверочные цилиндры в работе:
всё отлично!


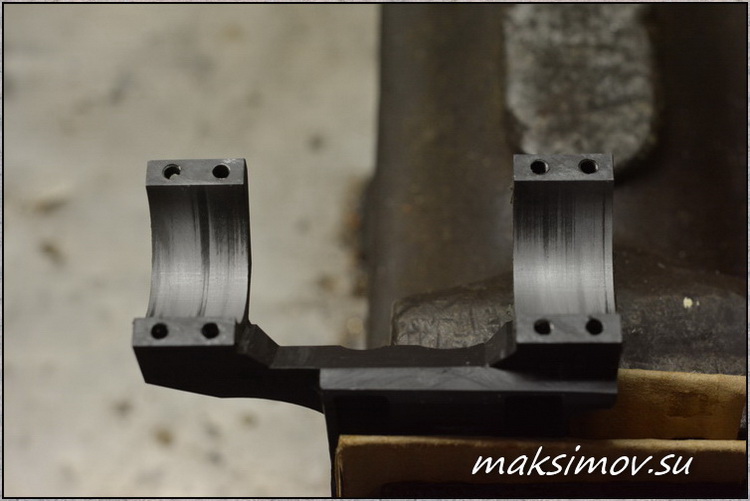
При доводке кронштейна Кочетова-Рассолова для трёхлинейной винтовки я использовал изготовленный на заказ притир работы от тверского мастера Дмитрия Родзиевского.
Предварительное изучение вопроса показало, что изготовленный на обычном токарном станке притир в размерах будет иметь допуски в пределах 0,05, что многовато.
Ещё одним минусом обычной «токарки» является возможность получения на выходе «морковки» с яйцеобразным сечением. Что, конечно, никак не вяжется с точной работой при притирке дорогой оптики.
Дмитрий предлагает на заказ шлифованные притиры с допуском на размер не более 0,02мм, фактически инструмент выполняется ещё точнее.
После токарной обработки рабочая поверхность притира обрабатывается на круглошлифовальном станке, чем достигается необходимая точность в размерах, цилиндричность по длине, круглость в сечении и нужная шероховатость притира.
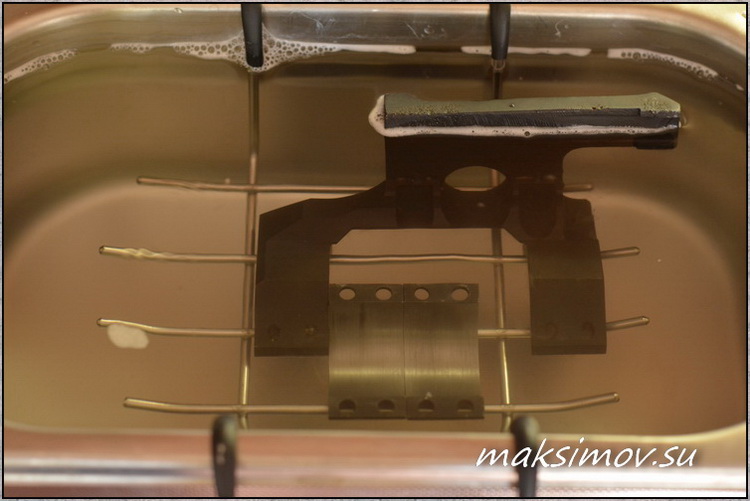
Очистка кронштейна
от грязи в УЗ-ванне
После этого рабочие торцы цилиндров обрабатываются на плоскошлифовальном станке, что обеспечивает требующуюся перпендикулярность и шероховатость, что позволяет проводить правильную проверку соосности пришлифованных колец.
Притиры и поверочные цилиндры изготавливаются из стали 30 или стали 40. На заказ возможно изготовление инструмента из стали заказчика или стали по требованию заказчика.
Также возможно изготовление притиров по точным размерам заказчика, что и было сделано в моём случае.
Результатом притирки колец
стала гарантированно безупречная работа
оптического прицела
и всего стрелкового комплекса

Замер корпуса моей «Меопты» дал размеры 29,96-29,98 мм, поэтому у Дмитрия был заказан притир диаметром 30мм с допуском -0,03-0,05 мм. В автомобильном магазине была приобретена алмазная паста. Шлифовка полуколец производилась на снятом с винтовке кронштейне.
С учётом использования В.Рассоловым при изготовлении колец кронштейна броневой стали, на весь процесс неторопливой притирки ушло около часа времени.
Результат замечательный: притир и поверочные цилиндры оказались качественными и доказали свою эффективность.
Результатом притирки колец
стала гарантированно
безупречная работа оптического прицела
и всего стрелкового комплекса

Метких вам выстрелов!









Похожие публикации